Estudio de caso No. 1: Recombinación del gas y del líquido para conocer el fluido que llega al separador CLD- 84-A
*Heilyn L. González A.
*Ingeniero Químico; Magister Scientiarum en Ingeniería de Gas; Doctora en Ciencias de la Educación de la Universidad Privada Dr. Rafael Belloso Chacín; Consultora en Ingeniería de Gas y Petróleo.
E-mail: heilyn.gonzalez@gmail.com Código Orcid.org/0000-0002-8744-6050
El presente artículo analiza la recombinación del gas y del líquido para conocer el fluido que llega al separador denominado CLD- 84-A. El trabajo consistió en verificar la validez de la información entregada por el cliente y realizar el balance de materiales en el sistema para conocer la mezcla de alimentación al separador.
Con el desarrollo de esta sección se intenta certificar la calidad de las muestras entregadas por "La empresa" para hacer un balance de materiales con los fluidos del separador CLD-84-A. Es un caso real donde se demuestra - mediante el empleo de la técnica expuesta - que las muestras entregadas no corresponden a los fluidos que salen del separador objeto del estudio.
Información reportada por "La Empresa".
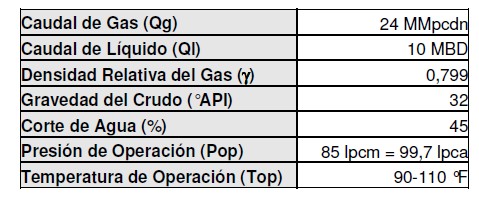
Tabla 2. Características de los fluidos y condiciones de trabajo del separador CLD- 84-A.
Fuente: González (2010).
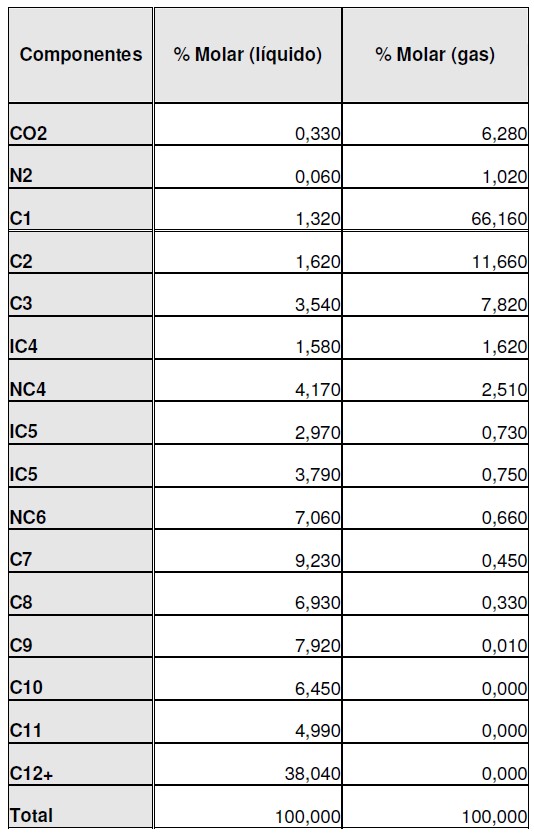
Tabla 3. Composición del gas y del líquido que salen del separador CLD- 84-A.
Fuente: González (2010).
Análisis del Caso No. 1
El estudio se condujo mediante una verificación continua de la información entregada por la empresa, siguiendo el modelo que se emplea para certificar la condición de trabajo de un separador; a tal efecto se siguieron los siguientes pasos:
1.- Análisis y certificación de la muestra de gas.
Detección de posibles fallas durante el análisis de la muestra.
2.- Análisis y certificación de la muestra de líquido.
Probables ajustes para darle validez.
3.- Recombinación de las muestras para encontrar la composición de la alimentación.
4.- Balance de materiales en el sistema.
5.- Análisis sobre las causas probables de las desviaciones encontradas.
6.- Resultados del balance de materiales.
1.- Análisis y certificación de la muestra de gas
a) Se hizo la correlación de las propiedades reportadas por la empresa, vs. las que se calculan a partir de la composición de los fluidos. Llamó la atención el hecho de que la gravedad del gas reportada (Tabla 2) era de G = 0,799 mientras que el valor calculado era de G = 0,88 (Ver Tabla 2).
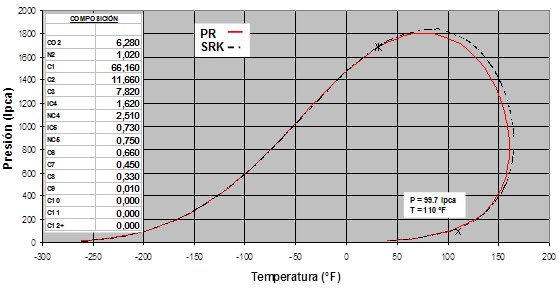
b) Comprobación de la presión y temperatura más probable a la cual pudiera haber estado funcionando el separador en el momento en que se tomaron las muestras. Con la muestra de gas, tal como fue reportada, se elaboró el diagrama de fases correspondiente (Figura 1). Los valores de presión y temperatura del separador fueron indicados sobre el diagrama con un asterisco, utilizando dos modalidades:
La presión P = 99,7 lpca correspondiente al valor real del separador y la temperatura reportada, T = 110°F (Ver Figura 1).
La presión del separador P = 99,7 y T = 100°F, para hacerla coincidir con el valor más probable, correspondiente al punto de rocío del sistema (gas que sale por el tope del separador. Ver Figura 2).
c) Condiciones de trabajo más probables.
Del análisis previo se desprende que el valor más probable o condiciones de trabajo del recipiente serían P = 99,7 y T = 100°F, lo cual indica la probabilidad de tener un sistema en perfecto equilibrio (Ver Figura 2). Cálculos posteriores nos indican que el punto de rocío se encuentra a T = 102°F.
d) Desarrollo del diagrama de fases.
La Figura 3, corresponde al análisis que se realiza con un simulador comercial de aceptación internacional, con el cual se calcula la cantidad de líquido y de vapor que se formaría a las condiciones antes mencionadas (P = 99,7 lpca y T = 100°F). El trabajo realizado con los modelos más comúnmente utilizados nos indica que, en efecto, la cantidad de líquido que se produciría a las condiciones de trabajo sería muy pequeño: menos del 1,0% (L=0,05% y 0,11%), por lo cual se le puede dar validez a la condición de equilibrio del sistema.
Figura 1. Gas del tope del separador CLD-84-A. Condiciones de P y T reportadas por la empresa.
Fuente: González (2010).
Pág. 1/4